Effective and efficient cleaning of metal bipolar plates
Low weight and volume, good cold-start capability and relatively inexpensive series production are all benefits associated with metal bipolar plates. These key elements in fuel cell stacks are responsible for handling the essential tasks of supplying media, creating an electrical connection and cooling. Their ability to perform these well depends on factors such as the cleanliness of both the material and the joined plate. Ecoclean has trialed a variety of processes to find the most effective and economical method of cleaning.
Advertisements
Fuel cells are among the key technologies for enabling the electrification of vehicle propulsion systems and also have a major part to play in the energy transition as a stationary energy source. At the heart of a fuel cell system are the bipolar plates or BPPs that are connected to the stacks. BPPs consist of an anode and a cathode with a proton-conducting film sandwiched between them.
BPPs fulfill a variety of tasks: They physically and electrically connect the anode of a cell to the cathode of the neighboring cell. They are also responsible for conveying the reactant gases – hydrogen on the anode side and air on the cathode side. For this purpose, the plates are designed with flow fields on both sides whose form is crucial for the performance of the overall system. In addition, the BPPs control the release of electrical energy and the removal of water vapor. Another function they perform is the management of heat.
Plates can be manufactured from different materials: high-concentration graphite, graphite-polymer composites and metals. Metal bipolar plates offer advantages particularly when it comes to their use in automobiles. This is because they are low in weight and volume and have a good cold-start capability. What’s more, metal BPPs offer the potential for comparatively cost-effective series production which can be further improved through scaling.
Clean for quality and efficiency
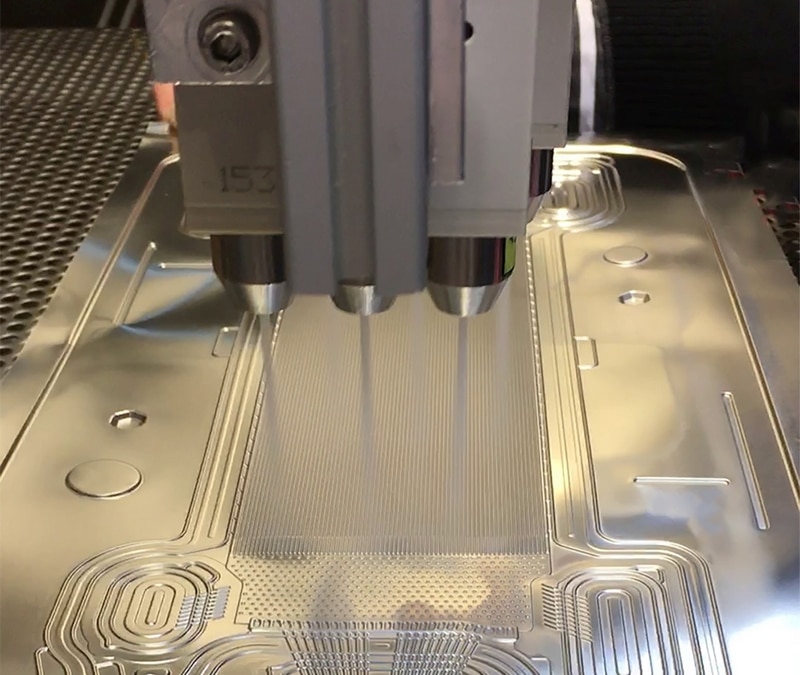
The anode and cathode of metal BPPs are predominantly made from stainless steel alloy foils with a thickness of 0.1 mm to 0.2 mm. The material is usually rolled off a coil whose surfaces are contaminated during manufacturing by different rolling and drawing greases, oils, emulsions and other unknown impurities. In the next step, the anode and cathode foils are precisely reshaped in a mechanical or hydroforming process and the outer contours are cut, for instance, by punching or laser cutting.
Residual machining fluids (oils and/or emulsions) are also left on the plates following these processes. When the anode plate and cathode plate are subsequently joined, commonly in a laser welding process, this results in smoke residue and oxide being left behind. Finally, the bipolar plates are coated. A cleaning stage must be performed prior to the plates being coated, if not earlier, to ensure a homogeneous coating with good adhesion.
For tightly packed fuel cells, which are required to achieve a high output in minimal space, it is recommended that cleaning takes place before the joining stage. This prevents impurities becoming trapped between the anode and cathode which can become loose when the temperature rises during operation and block the microstructures of the flow fields. This would lead to a decrease in performance. At the same time, the intermediate cleaning stage will reduce the surface contamination from smoke residue and oxides during the laser welding process.
Choosing the right process
A key challenge in cleaning metal BPPs is the presence of usually invisible chemical film residue on the surfaces. This may be oils, greases, emulsions or other chemicals that are often of unknown composition. These unidentified contaminants require a cleaning solution that ensures they are removed reliably and appropriately. This is why German company Ecoclean has carried out experiments using laser and carbon dioxide snow-jet cleaning, wet-chemical solvent cleaning as well as steam-jet cleaning.
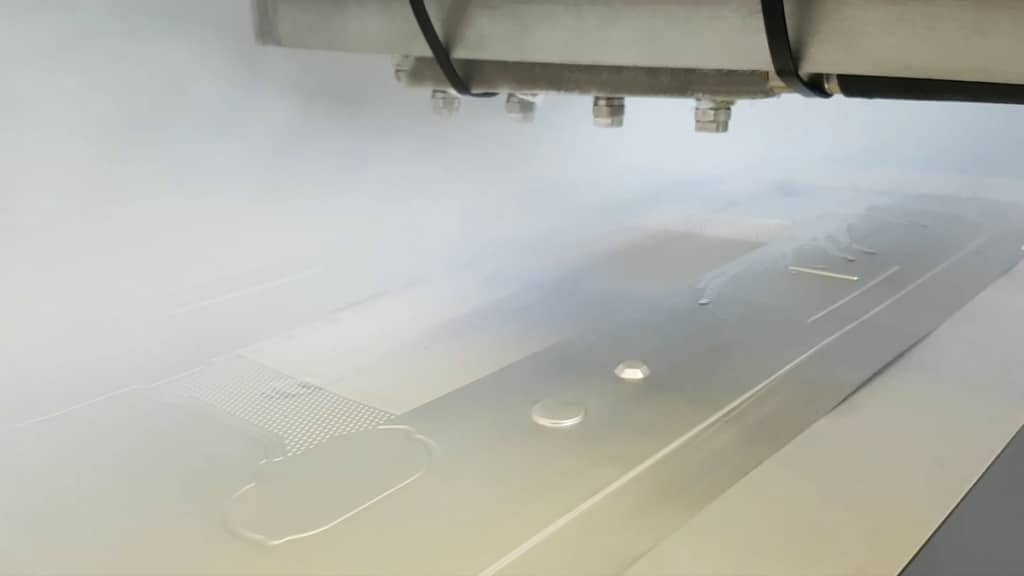
Fig. 2: Steam cleaning works due to a combination of steam, a precise quantity of fluid for the job, high-speed air flow and an adapted nozzle system
Both the laser and carbon dioxide snow-jet methods effectively removed smoke residue, oxide, chemical film contamination and particles from the welded seams of the joined bipolar plates with pin-point precision and within a matter of seconds. Good results were also recorded for both processes when cleaning whole BPP surfaces. Because the laser has to travel over the surface line by line, this option is time consuming. In the case of carbon dioxide snow-jet cleaning, the system can be fitted with an appropriate number of nozzles, thereby allowing for rapid treatment of the entire surface.
Wet-chemical cleaning with solvent using a flood method was able to successfully remove oils, greases and particles. However, it is not suitable for cleaning off emulsions, smoke residue and oxides. Wet-chemical immersion cleaning with water-based media is only possible to a limited degree due to the drying required and the considerable effort involved.
Good results were also achieved when using steam jets to clean chemical film and particulate contamination as well as smoke residue and oxides. For this process, the cleaning effect comes from a combination of steam, a precise quantity of fluid for the job, high-speed air flow and an adapted nozzle design. The cleaning procedure also takes just a few seconds.
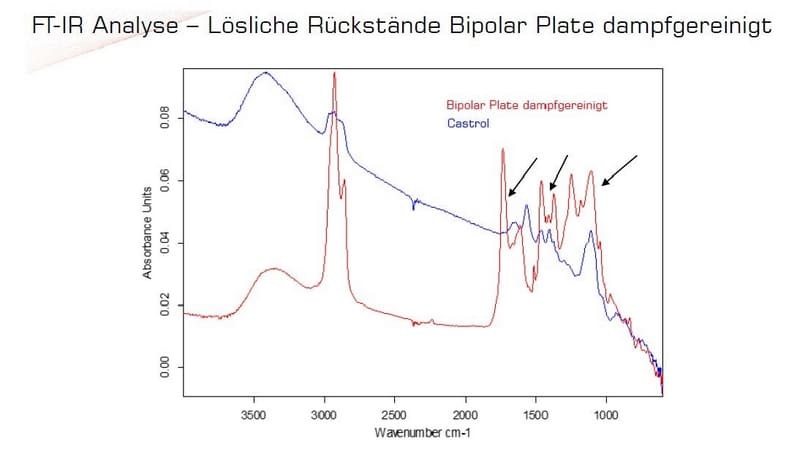
Fig. 3: Analysis from infrared spectroscopy showed that steam cleaning completely removed the residue of the reference contamination
Controlled cleaning validation
Cleaning results are verified using the surface tension through the measuring techniques of contact angle measurement and test inks, fluorescence measurement and infrared spectroscopy. The fluorescence measuring technique proved to be unsuitable due to the absence of fluorescent contaminants. In terms of the input measurements for surface tension, the bipolar plates produced very different contamination values which were significantly reduced after cleaning.
A general statement about whether the component has a sufficient level of cleanliness for the next processing step cannot be made. For this to be possible, it would be necessary to determine appropriate process-specific requirements. For infrared spectroscopy, all residue on the test pieces (coil sections and BPPs) was first removed to establish a reference cleanliness. After the surfaces of the test pieces were analyzed using infrared spectroscopy, the test pieces were contaminated with reference contamination before being cleaned and then reanalyzed. This analysis then showed that steam cleaning managed to reliably remove chemical film contamination.
The cleaning trials and tests outlined were carried out in Ecoclean’s test center in Monschau by experts in component cleaning and surface treatment using the methods described as well as other techniques.
Automated cleaning
For an efficient workflow, it is possible for cleaning to be integrated prior to joining and/or coating in production lines. Automation can be adapted and optimized to suit the specific requirements and conditions of each production line.
Ecoclean is part of the SBS Ecoclean Group which develops, produces and distributes cutting-edge equipment, systems and services for industrial component cleaning and surface treatment. Its solutions help companies around the world from the automotive and supply industries as well as the highly diversified industrial market to implement efficient and sustainable production processes. The group has an international presence with 12 sites in nine countries and employs more than 900 staff.
Swedish port on the island Tjörn wants to be completely green
Plastic waste is a huge problem to the environment. One that is growing and growing with each passing day. On another hand, the global energy transition requires clean hydrogen in large quantities. So why not use the waste to generate the gas in a CO2-neutral way? Innovative technologies and projects show how this could be done. They are doing pioneering work and solving several problems all at once.
Advertisements
The municipality Tjörn, north of Göteborg on the west coast of Sweden, has decided: It wants local energy production free of fossil fuels. The technology of Boson Energy from Luxembourg is to help in this. It takes non-recyclable waste and transforms it into clean electricity and green methanol. Green methanol could help the chemical and plastic industry replace fossil fuels.
The bonus: Both the electricity and the fuel for the port are to be negative-carbon through this, because Boson Energy’s process enables both a capture as well as the storage of CO2. With this process, the only solid that remains is a kind of slag. This can, however, be used as an environmentally friendly filling material or further processed into climate-friendly insulation material.
The first phase of the project required an investment of 100 million euros – the total cost will amount to around 450 million euros. “The project in Wallhamn will enable us to demonstrate all aspects of our circular economy vision,” said Jan Grimbrandt, founder and CEO of Boson Energy. The Swede is a green pioneer. He was already co-founder of the company Mobotec Europe, which has upgraded coal-fired power plants for operation with 100 percent biomass. In 2008, Grimbrandt founded the company Boson Energy.
Use in the port and in greenhouses
The project on the island Tjörn is now to demonstrate how a changeover can be made for areas and applications in which decarbonization is likewise difficult: fuels for ships, the chemical industry, fertilizers and in greenhouses for local food production. “This project will be a model for the world,” Grimbrandt is certain. And not just for ports, but also for cities and islands confronted with energy access issues and want to get away from fossil fuels.
Fig. 2: Signing the memorandum of understanding – Torbjörn Wedebrand (CEO of Wallhamn AB) on the left and Jan Grimbrandt (CEO of Boson Energy SA)
Boson Energy has already signed an agreement with the startup Ecopromt. From the cooperation, a greenhouse for vegetable growing is to appear near the port. The concept developed by Ecopromt shall ensure a circular and space-efficient vegetable production in this – that doesn’t impact the environment. Putting the growing facility in the vicinity of the Boson Energy plant enables electricity, carbon dioxide and cooling to be directly supplied to the facility, which enables energy- and climate-efficient cultivation.
The Boson Energy plant is to generate 70,000 tonnes of green methanol produced from self-generated carbon dioxide and from hydrogen as well as supply an about 60,000-m2 autonomous greenhouse facility with electricity, green CO2, heat and cooling. Additionally, thermal energy will be supplied to port buildings. The water that is generated in the fuel cells is also recovered and used – in a closed cycle.
The municipality has, among other things, checked the suitable industrial sites in the areas identified in the ongoing detailed planning and design process. After all, it is benefitting from the fossil-free energy supply and sustainable jobs that will result.
One of the goals of the project is to make the transshipment port Wallhamn into the first negative-carbon ports in the world. The generation of local electricity means that all vehicles in the port will have clean charging and operation in the future. Shore power connections for ships that come in are also to be offered. Grimbrandt figures a total of 30 to 40 GWh of green electricity from hydrogen. This covers DC-DC charging of heavy-duty vessels, power for port operations and shore power connections as well as, with an energy management concept, smooth operation during load peaks.
Trash into green hydrogen
But not only Grimbrandt and Boson Energy are working to produce clean hydrogen from waste. With the technical solution of the company H2-Enterprises from New York, wastes such as plastic, sewage sludge and landfill contents are to be converted into clean hydrogen through incineration. H2-Enterprises uses an H2 thermolysis method that, at high temperatures in the absence of oxygen, converts plastics and carbonaceous waste into hydrogen and CO2.
It is a two-step process: First, steam reforming takes place, followed by the water-gas shift reaction and the separating out of H2 and CO2. At the end, the hydrogen can be further purified as needed. The captured CO2 can be used for commercial purposes or stored. Likewise, the clean H2 gas obtained from the process can be transported and stored as a liquid organic hydrogen carrier (LOHC). The green gas can be sold in this form to customers around the world – or further processed into synthetic fuels such as e-diesel or sustainable aviation fuel (SAF).
100 kg H2 from one tonne of waste
This solution almost sounds too good to be true. Because it contributes to global environmental protection from two points at once: by elimination of waste and by the production of green H2. Both are urgently needed. According to the International Energy Agency (IEA), the global demand for hydrogen in year 2030 could exceed 200 million tonnes in the desire to meet promised climate targets. In addition to reaching the sheer volume, however, the emissions-free hydrogen must also be offered at a competitive price.
On the other hand, the World Bank calculates that yearly around 2 billion tonnes of household waste accumulates that is not or only partially disposed of in an environment-friendly manner. This corresponds to about one third of the total discarded. Every minute, an amount of waste equal to the capacity of a garbage truck is dumped into the ocean. At this rate, by 2050, there will be more plastic than fish in the ocean. Already, from one tonne of waste, 100 kg of H2 can be recovered.
Doubling the distance with a fuel cell range extender
An electric moped with a 150-kilometer (90-mile) range that refuels in under a minute? With a fuel cell and hydrogen tank acting as a range extender, it is feasibly possible. Confirmation of this can be found in a joint study entitled “Pocket Rocket H2” that has been undertaken by DHBW university and SOL Motors in Böblingen, Germany.
Advertisements
Electric bikes and e-scooters have already become part of the urban landscape. Now mopeds are edging into electric propulsion. In fall this year, the eye-catching Pocket Rocket from startup SOL Motors is being launched on the market.
The battery electric model is available in two versions with maximum speeds of 45 km/h (28 mph) or 80 km/h (50 mph). In both cases, the range is between 50 and 80 kilometers (30 and 50 miles) and it takes around three hours for the battery to recharge from a domestic socket. This is usually entirely sufficient for riding the Pocket Rocket on the daily commute to work.
Nevertheless, there are also circumstances where a rider will want to recharge rapidly and travel further. For example, the use of mopeds can be envisaged in disaster response situations where a greater range will be needed along with continuous availability. Conditions that can be met by a fuel cell vehicle.
Electric vehicles: battery or fuel cell?
At the moment, the vast majority of electric vehicles around the world, from e-scooters to light commercial vehicles, are powered by batteries. A fuel cell only comes into play if higher power outputs and large amounts of energy are demanded. Typical examples are heavy-duty vehicles, trains, ships or airplanes. Because the hydrogen tank and the fuel cell are separate, this means that the amount of energy and the power output are decoupled in a fuel cell power system. This gives a higher degree of freedom in terms of the system layout, including for smaller vehicles.
A fuel cell power system cannot dispense with a battery completely since it is needed for starting the system and for regeneration. There are various ways to configure the battery in combination with the fuel cell: If the entire driving power is provided by the battery, the fuel cell acts only as a range extender. Almost the reverse of this would be the option whereby propulsion would be provided purely by the fuel cell and a small starter battery would be used that can temporarily store the braking energy. If both power sources work together, this is called hybrid operation.
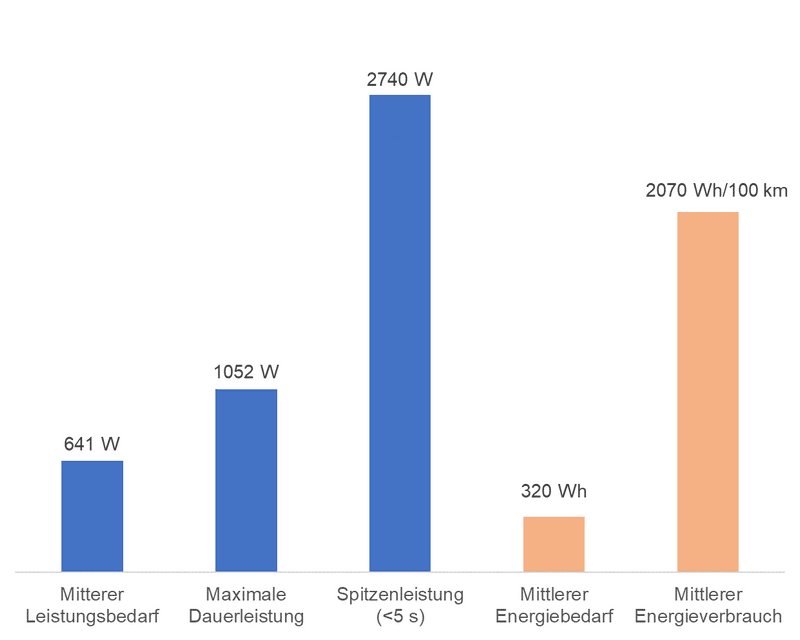
Consequently, the Pocket Rocket H2 project focused initially on the issue of configuration since comparable vehicles are not (yet) on the market. The starting point for calculations was the test cycle defined in the Worldwide Harmonised Light Vehicle Test Procedure or WLTP which, together with the vehicle data for the Pocket Rocket (version with maximum 45 km/h), supplies the power and energy from fig. 2. As a result, the decision was made to opt for a fuel cell as a range extender.
Fig. 2: Calculated power and energy requirement of the Pocket Rocket (version with max. 45 km/h) from the WLTP test cycle
Benefits of a fuel cell range extender
When a fuel cell is used as a range extender, its purpose is merely to recharge the battery. Therefore very little has to be done to the battery electric vehicle’s control system. In its capacity as a range extender, the fuel cell only has to supply a power output of up to 1,000 watts; peak loads are covered by the battery. The range, meanwhile, is limited only by the size of the hydrogen tank. For fuel cells in the performance class up to 1,000 watts, simple air cooling is sufficient; from around 2.5 kilowatts upward, a more complex water cooling system is needed. As a range extender, the fuel cell can be operated at constant power while also protecting the battery from exhaustive discharge. Both factors increase the life of these components.
The only disadvantage of the chosen configuration is that the battery has to be large enough to ensure several kilometers can be covered with a power output over 1,000 watts, e.g. for mountain driving.
Demonstrator in the lab
As part of the project, the system comprising the battery and fuel cell range extender was set up as a lab prototype. For this purpose, a proton exchange membrane or PEM fuel cell system from Hydrogen Air Technologies was used (see fig. 3).
Fig. 3: Compact fuel cell system with a 1,000-watt continuous output. The fans for air cooling can be seen in the right of the picture. The hose between the fans is used for nitrogen purging.
The system with its 65 cells is air-cooled by means of simple, speed-controlled fans and supplies the described maximum electrical output of 1,000 watts. The voltage varies, depending on the output level, between 65 volts (idling) and 35 volts (maximum power). The setup is known as a dead-end system, in other words only the amount of hydrogen that will be consumed is supplied.
In the dead-end system, nitrogen accumulates relatively quickly on the hydrogen side (anode) due to diffusion. This nitrogen must then be released via a purging valve. Purging lowers the efficiency of the system as it also carries away unused hydrogen. The fuel cell system under investigation has an efficiency of around 35 percent at 1,000 watts. Converted into hydrogen consumption, this is equivalent to 85 grams of hydrogen an hour.
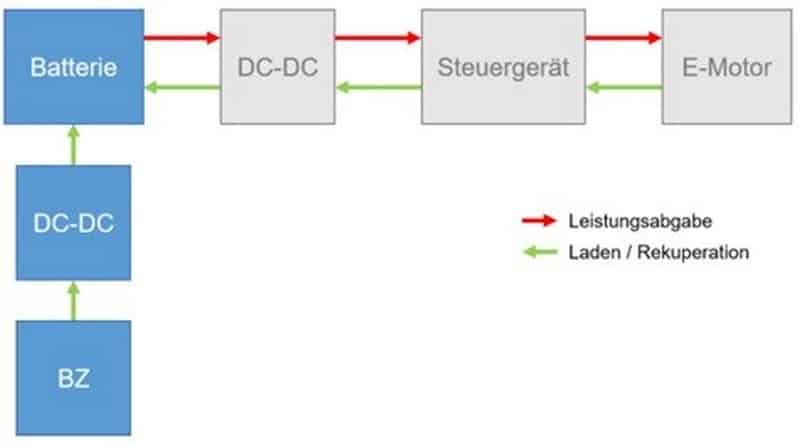
Electrical connection
The use of the fuel cell system as a range extender results in an extremely simple electrical connection. As illustrated in fig. 4, a DC-DC converter has to adjust the output voltage of the fuel cell to the end-of-charge voltage of the battery. The battery can then be continuously charged at a constant voltage. The fuel cell controller adjusts its output power to the prevailing charging current. The powertrain control unit remains unaffected by the charging carried out by the fuel cell.
Fig. 4: Connection of electrical components of the fuel cell when used as a range extender
Thanks to the fuel cell system, the battery can be reduced from 2.5 kilowatt-hours to 0.35 kilowatt-hours while retaining the same motor output. In principle, the range can then only be limited by the tank volume, in other words the quantity of hydrogen in the tank. The power requirement ascertained by the WLTP test cycle produces, together with the system efficiency, a hydrogen consumption of approximately 200 grams for 100 kilometers (60 miles). This means that the fuel cell version of the Pocket Rocket could travel a distance of 500 kilometers (300 miles) on 1 kilogram of hydrogen!
Concern about pressurized hydrogen tanks
Unfortunately, the storage of hydrogen for motive applications is still unsatisfactory. Hydrogen is around 14 times lighter than air. It therefore has to be compressed in order to store the gas in significant quantities. But even at a pressure of 700 bar, 1 kilogram of hydrogen takes up a volume of almost 40 liters. In addition, a pressurized tank of 700 bar, which stores 1 kilogram of hydrogen, weighs about 24 kilograms. This makes it even more remarkable that the Pocket Rocket H2 is only around 2 kilograms heavier than the battery electric vehicle – and has twice the range.
By reducing the battery from 2.5 kilowatt-hours to 0.35 kilowatt-hours, its weight decreases from roughly 14 kilograms to just around 2 kilograms. In total this works out at around 16 kilograms which is spread across the fuel cell (4 kg), tank (9 kg), battery (2 kg) and other components (1 kg) such as the DC-DC chopper and connectors. The pressurized hydrogen tank is not only the largest component; it is also the heaviest. This is principally due to the high safety requirements for use in road transportation.
These days, high-pressure tanks for hydrogen consist of a polymer liner wrapped in carbon fibers that have been impregnated with epoxy resin. The carbon-fiber layer is several centimeters thick to ensure the desired requirements are met, for instance a burst pressure of 2.35 times the working pressure. Thus only round or cylindrical tanks can be produced for manufacturing reasons. To house the tank on the frame of the Pocket Rocket, more flexible tank geometries would be desirable, though these would exceed all budgets at this point in time.
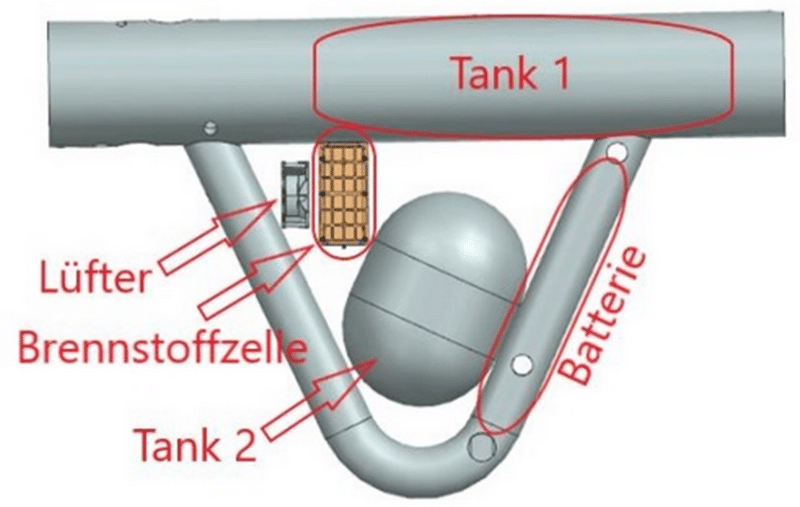
In the final part of the project, options for housing the components of the range extender on the frame of the Pocket Rocket were explored in a CAD model (see fig. 5).
Fig. 5: Research into the arrangement of individual components of the fuel cell range extender on the frame of the Pocket Rocket H2. The pressurized hydrogen tanks take up the most space.
The battery, which in the battery electric model is located in the upper cross tube, is now much smaller and could migrate into one of the V tubes. In this version, hydrogen would be stored in two tanks, both in the cross tube and in a separate tank. Admittedly, the upper tank on its own would be capable of storing almost all the 350 grams of hydrogen needed to double the range. The second tank would only be used if the hydrogen is to be stored at “only” 350 bar. It should also be noted that refueling 6 kilograms of hydrogen takes four minutes for cars. Refilling the Pocket Rocket H2 would take around 14 seconds.
Conclusion and outlook
The Pocket Rocket H2 project was able to demonstrate how the range of a moped can be doubled through using a fuel cell and a hydrogen tank. Instead of long charging times, the “hydrogen moped” can be refueled in an extremely short amount of time. What is surprising is that it is still possible to reduce the overall weight of the fuel cell Pocket Rocket despite the relatively heavy hydrogen tank because a smaller size of battery is used. In the end, only a minimal adjustment was needed to the control system to facilitate the electrical connection in the range extender version. This makes it particularly suitable for “retrofitting” in battery electric vehicles. At the DHBW’s Horb campus, the project findings have already been translated into the design of delivery drones with fuel cell power systems.
In a follow-up project, the lab setup and the Pocket Rocket will be merged into a true hydrogen moped. The Pocket Rocket H2 project received funding as part of the InnovationChallenge 2021 run by the state of Baden-Württemberg’s ministry for science, research and the arts.
ICM’s innovation contest
The InnovationCampus Future Mobility, which is a joint initiative of Karlsruhe Institute of Technology and the University of Stuttgart, is increasing its involvement with industry through the launch of its first InnovationChallenge Mobility and Production. In November 2021, the quick and straightforward funding format for explorative innovation projects brought together the worlds of industry and academia with the aim of jointly solving seven research questions in the fields of mobility and production. The challenges came from innovation-focused companies while the possible solutions were provided by participating universities. The funding, meanwhile, was awarded in the form of small and compact grants by the InnovationCampus. The new funding format is specially designed for small businesses: In the 2021 tendering round, consortiums of businesses and research organizations received more than EUR 900,000 in support.
Author: Prof. Dr. Volker P. Schulz, Kai Tornow, Prof. Wolf Burger, Manuel Messmer
The Swiss energy corporation Axpo has identified hydrogen as a field for strategic growth. The H2 production facility at Kraftwerk Reichenau – the power plant on Reichenau Island – is one of several set by run-of-the-river hydropower plants that Axpo has planned for the coming years. Because Switzerland is striving for climate neutrality by 2050. Green hydrogen is playing a central role in this – particularly to decarbonize the heavy transport sector.
Advertisements
Axpo is the largest producer of green electricity in Switzerland. By 2030, the energy corporation wants to have installed in the domestic market alone 3 GW of wind power plants and 10 GW of solar. The energy supplier, however, also wants a part in shaping the future of green hydrogen in Switzerland and Europe. Because the Alpine republic currently has a total H2 consumption of 430 GWh, or 130,000 tonnes. In perspective: This corresponds to 0.2 percent of EU demand. And 85 percent of this consumption is alone attributable to the Swiss petroleum refinery Raffinerie Cressier.
First H2 production end of 2023 in Graubünden
Visible results can already be seen from the new strategic field. Axpo and Rhiienergie have installed at hydropower plant Wasserkraftwerk Reichenau in Domat/Ems an H2 production plant with a capacity of 2.5 MW. The plant is to go into operation at the end of 2023. The two companies have together invested the equivalent of over 8.35 million euros. The production facility will be directly connected to Wasserkraftwerk Reichenau, in which Axpo holds a majority interest, situated in the canton Graubünden.
At this site, up to 350 metric tons of green hydrogen are to be produced annually using hydropower. This is analogous to about 1.3 million liters of diesel. The green hydrogen will be delivered from the production plant directly to refueling stations. Alternatively, the green hydrogen could additionally help make energy supply for industrial operations more eco-friendly.
So far, likewise to Germany, hydrogen has not been widely used as a fuel in Switzerland. A network of fueling stations is only slowly being established, although the first H2 trucks are already on the roads. H2 mobility remains a niche area for now. Nevertheless, the current 53,000 heavy vehicles in Switzerland offer great potential for the growth of a future hydrogen market in the coming years. A demand of around 5 t H2 per truck per year from this market is quite realistic. If so, 30 percent of the vehicles would then require 80,000 t H2. At 5,000 operating hours per year, this would necessitate an electrolysis capacity of 1,000 MW.
Environmental and heritage protection prevent expansion
Not all of the innovative projects will see a successful implementation, as the resistance from some persons with an interest in nature and heritage protection is in some places simply too strong. One example is wind energy: The time for the planning and design phase of projects is enormously long; time and again, they do not advance. The result: In the whole of Switzerland, just 41 wind power plants are running. Axpo operates only one of these, through its subsidiary CKW.
But the protest is not limited to wind power alone: Earlier this year, an H2 project on the Swiss-German border was halted due to objections made by local residents (see H2-international Feb. 2023). “The hydrogen production facility at Wasserkraftwerk Eglisau-Glattfelden has been tanked as a result,” confirmed Axpo CEO Christoph Brand. Three private individuals had lodged protests. They did not want one truck once per day driving through their residential neighborhood and picking up the hydrogen, Brand explained. In addition, however, a power generation structure erected outside of the developable land zone will have to be demolished and placed elsewhere, as the court did not grant it exception approval from the zoning. The H2 plant when finished was to likewise have a capacity of 2.5 MW and produce around 350 tonnes of green hydrogen annually. That is now history. The green gas must come from elsewhere – from Northern Europe, among other places.
Fig. 2: The H2 plant under construction
Luka Cuderman, who as energy manager at Axpo is working on the strategic direction of the future H2 business, summarized the general requirements for an H2 production site once more. So the power plant itself needs sufficient space and connection capacity. Outside of the buildable land zone, according to his statements, certain constraints must furthermore be met in order to conform to zoning restrictions and be allowed there. Equally important are proximity to end consumers as well as a good connection to transport routes. “A secondary application such as utilization of incidental waste heat is a further plus,” stressed Cuderman.
The electricity price is the determining factor for H2 costs here. It accounts for more than half of the total cost. The investment costs, the capex, of the plant are in turn directly linked to the number of operating hours. An increase of this working time is only sensible under certain conditions, however, since operation at high electricity costs is uneconomical. “For the example of an electrolyzer with 2.5 MW, we assume 5,500 operating hours,” stated Cuderman. The cost of operating the plant, or opex, accordingly accounts for twelve percent of the H2 cost per kilogram. Grid costs do not incur for the operation if the H2 plant is directly connected to the power source. That is, however, not always the case.
Summary: The more hours an electrolyzer can work, the more weight the electricity costs take on. So close to full load, the cost for electricity constitutes 80 percent of costs.
2,000 t H2 per year from Aargau
Axpo wants to advance the topic of hydrogen in its homeland in another way: At the industrial park Wildischachen in the canton Aargau in Northern Switzerland, a still larger production facility is to soon appear. It is designed to have up to 15 MW of installed capacity. Annually, 2,000 t of hydrogen is to be made available. The electricity required for production is coming entirely from the nearby run-of-the-river power plant Flusskraftwerk Wildegg-Brugg. With direct connection to the hydropower plant owned by Axpo, climate-neutral production of hydrogen will be ensured.
The H2 produced will then be delivered partly to the nearby refueling station of company Voegtlin-Meyer via a pipeline and partly to other refueling stations in the region. The green hydrogen is to be made available to private users, on the one hand, as well as used in H2 buses for public transport commissioned by the company PostAuto. With the produced H2 quantities, around 300 trucks, PostAuto vehicles or buses can be run per year.
The utilities provider IBB is designing the pipeline that will lead from the H2 production plant to the refueling station in Wildischachen. The waste heat resulting from the electrolysis process is to be utilized in the heat network of neighboring industrial operations. The location of the plant is therefore ideally selected, as it is in the direct vicinity of the Axpo hydropower plant in Wildegg-Brugg and of the refueling station of Voegtlin-Meyer. The construction and start-up of the H2 plant is planned to occur in the course of 2024. Which is when the fleet of PostAuto is to be supplied with green hydrogen. So in Switzerland as well, the niche for green fuel is starting to grow.
Hesitant politicians put the brakes on the expected upswing
Activities in the Norwegian hydrogen industry have doubled in the last two years. Great progress has also been made in cooperation with Germany to be able to export hydrogen on a large scale from 2030. However, in order to move from project planning to investment decisions, risk relief in the form of contracts for difference is required.
In October 2021, the minority government led by the Labour Party and the Center Party announced in its government platform that it will contribute to building up a coherent hydrogen value chain where production, distribution and use is developed in parallel. It also announced that it will set a target for yearly production of renewable and low-carbon hydrogen by 2030 and to consider setting up a state-owned hydrogen company.
Advertisements
Hydrogen is a vital part of the government’s roadmap for an industrial revival on the Norwegian mainland. Norwegian petroleum and energy minister Terje Aasland has on several occasions stated that the government plans to have enough domestically produced hydrogen to cover own demands by 2030. However, the government is yet to reveal how much demand it expects or how it plans to achieve this.
Although industry is awaiting a clear path and ambition from the politicians, much has already been set in motion. The 2020 Norwegian Hydrogen Strategy emphasizes that Norwegian industry is well positioned to take a leading role in the hydrogen economy, concentrating efforts on areas of particular potential for industry growth and value creation, such as clean hydrogen production and offtake in the maritime sector and heavy industries.
The strategy was complemented by a Hydrogen Roadmap in 2021, which provides an ambition to establish five hydrogen hubs for maritime transport, one or two large industrial projects with production facilities for hydrogen and five to ten pilot projects for the development of cost-effective hydrogen solutions and technologies by 2025. The Norwegian state agency Enova in December 2021 granted support to three large industrial projects – led by Yara International, Tizir Titanium & Iron and Horisont Energi – and in June 2022 followed up with further support to five hydrogen hubs along the Norwegian coast, as well as 7 hydrogen and ammonia vessels. Further, the government has provided funding for two research centers of expertise on hydrogen and ammonia.
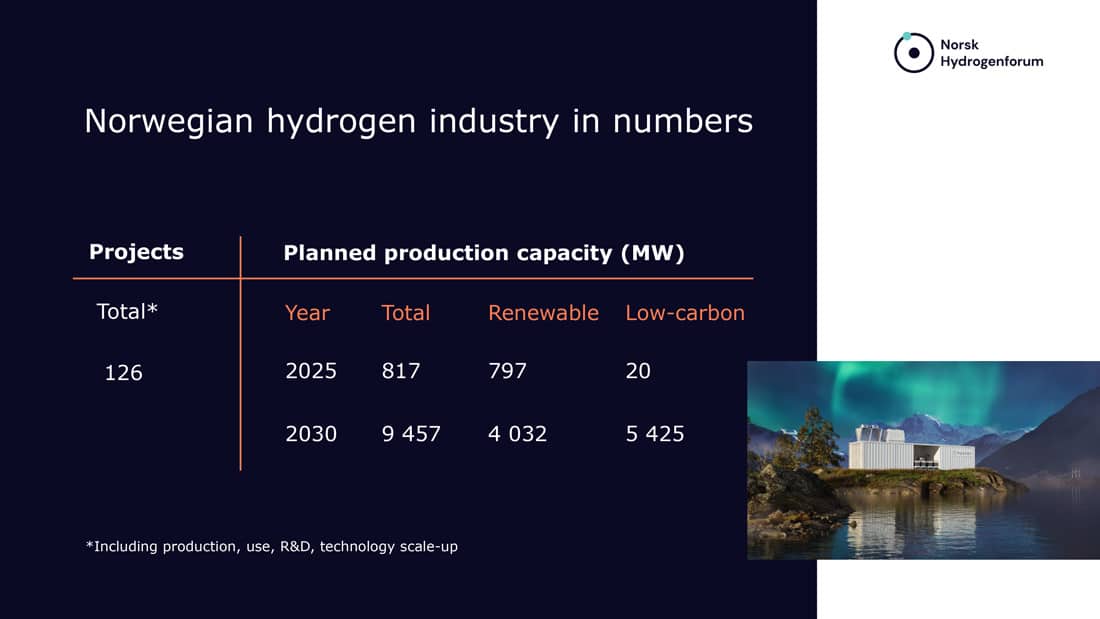
From 50 to 126 projects in two years
We at Norwegian Hydrogen Forum recently conducted a screening of the Norwegian Hydrogen Landscape,[1] and what we found was that the number of projects and activities had more than doubled since our last screening – from approximately 50 projects in 2021 to 126 in April 2023. We found 51 plans to produce hydrogen or hydrogen derivatives, totalling a projected production capacity of almost 9.5 GW by 2030. Although 47 of these projects are renewable hydrogen projects, almost 60 percent of the projected production capacity is expected to be low-carbon in 2030 (see image). Whereas most of the renewable hydrogen projects are planned for domestic consumption, three of the four low-carbon hydrogen projects are export-oriented.
With a capture rate of around 95 percent, using Norway’s vast natural gas resources and storing the captured CO2 under the seabed to produce hydrogen with extremely low emissions is seen as the smartest way forward by politicians and industry alike. In this way, the hydrogen market can be rapidly boosted, the necessary infrastructure built, and the way paved for the huge volumes of renewable hydrogen. Large quantities of green hydrogen can be produced from the late 2030s, when offshore wind power production on the Norwegian continental shelf gains momentum.
With a capture rate of around 95 %, utilizing Norway’s vast natural gas resources and storing the captured CO2 below the seabed to produce hydrogen with extremely low emissions is generally seen by politicians and industry alike. In this way, the hydrogen market can ramp-up quickly, to build the necessary infrastructure and thereby to pave the way for the massive amounts of renewable hydrogen. Large quantities of green hydrogen can be produced from the late 2030s and onwards as offshore wind energy production picks up speed on the Norwegian Continental Shelf.
To enable this, the Norwegian government supports the establishment of a full-scale value chain for carbon capture, transport and storage in the North Sea. The Longship project is ongoing, in which 400.000 tonnes of CO2 from Heidelberg Cement’s plant at Brevik shall be stored permanently below the seabed by the Northern Lights Joint Venture. The Norwegian government has also conducted several licensing rounds for further CO2 storage sites, and the offshore industry currently has plans to develop up to 50 million tonnes of yearly CO2 storage capacity by 2030.
Among the projects are several hydrogen technology manufacturing facilities, of which the most well-known is Nel Hydrogen’s recent opening of the world’s largest automated factory at Herøya. Both Hystar and HydrogenPro also have bold ambitions for electrolyzer manufacturing, and Norway is particularly well-positioned to contribute to a large share of the 100 GW electrolyzer manufacturing capacity needed in the EU to reach its 10 million tons of renewable energy production target.
Further, there are currently several plans to scale fuel cell manufacturing in Norway. For example, TECO 2030 is building up Europe’s first giga production facility of hydrogen PEM fuel cell stacks and modules in Narvik and targets 1,6 GW output capacity in 2030. On May 15th, they produced their first stack. These and other companies could sharply increase and multiply their manufacturing capacities in Norway.
Local companies shoulder development of H2 economy
The actors involved in building up the Norwegian hydrogen industry come partly from the country’s strong historic research and industrial community on hydrogen and hydrogen technology. Norway produced its first ammonia from hydropower and water at Hydro’s Rjukan site already in 1929. But also from the strong renewable industry, the maritime industry, and the offshore oil and gas industry. In addition to significant competence in the fields of electrolyzers, fuel cells, storage tanks and hydrogen refuelling stations, Norway is at the forefront when it comes to developing new solutions in areas such as carbon capture, compressors, bunkering solutions for maritime application, hydrogen and ammonia ships and innovative concepts for offshore hydrogen production. The country’s substantial sub-suppliers in the oil and gas industry can further utilize its competence to develop renewable and low-carbon equipment and appliances for the hydrogen economy.
Private-public collaboration
Although there is political agreement that the CO2-price shall increase from 952 NOK in 2023 to 2.000 NOK by 2030, there is still a challenge that fossil fuels are cheaper than hydrogen-based fuels. To go from project planning to final investment decision, there is a need for a public-private partnership in which risk relief is given until hydrogen reaches price parity with fossil fuels. The favoured measure among Norwegian Hydrogen Forum’s members is a Contracts-for-Difference (CfD) scheme.
We have suggested to the government that a first auction should take place as soon as possible in 2024 to ensure predictability for the many companies that are now at a stage where they must take final investment decision or look for other projects. In last year’s approval of the state budget, the Norwegian Storting (parliament) requested the government to develop a plan for a CfD scheme in 2023. Petroleum and Energy Minister Terje Aasland has confirmed that the government will deliver this plan accordingly.
Great leap for German-Norwegian partnership
Whereas uncertainties remain when it comes to developing the domestic value chain for hydrogen, several giant steps have been taken to establish a value chain for large-scale hydrogen exports from Norway to Germany. In January 2022, Norwegian prime minister Jonas Gahr Støre issued a new era of bilateral energy and industry collaboration when he visited German chancellor Olaf Scholz in Berlin to set up a renewed energy and industrial partnership between the two countries. Since then, ministers from both countries have travelled back and forth in an impressive tempo, not least due to the Russian full-blown invasion of Ukraine a month after Støre’s visit.
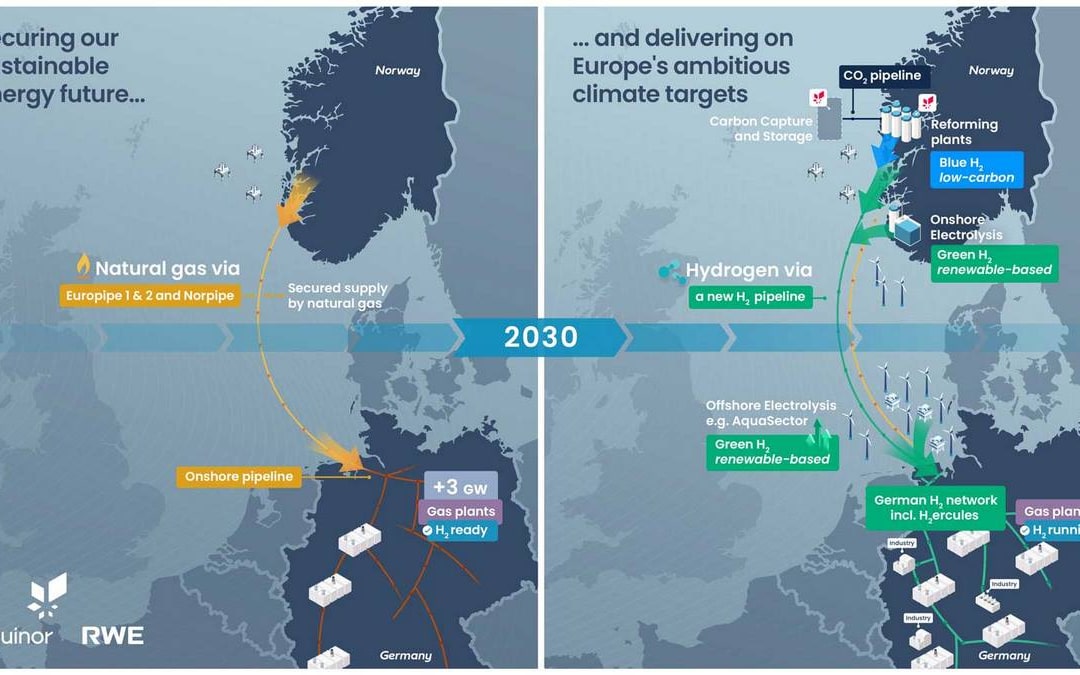
Since Vice-Chancellor Robert Habeck visited Oslo in March last year, a feasibility study on large-scale exports by pipeline has been ongoing, and the result of that study is expected soon. If a decision is taken to go forth with the plans to build a pipeline, Norway could by the beginning of the 2030s export two to four million tonnes of hydrogen directly to Germany (see fig. 1). The pipeline will be built with dimensions that are 30 % larger than current low-carbon production plans and will have the capacity to include renewable hydrogen both from the Norwegian mainland and from offshore wind farms along the way.
The close political collaboration has been followed by a string of industrial collaboration projects. Firstly, we have a Memorandum of Understanding (MoU) with the German Hydrogen and Fuel Cell Association (DWV), with which we regularly meet in different settings, for example at stage at this year’s Hannover Messe to discuss the importance of the German-Norwegian partnership .
Secondly, we have a strategic cooperation agreement with Center Hydrogen.Bavaria (H2.B), which we visited with a delegation during a political roundtable meeting in January. Hopefully, this collaboration will contribute both to set up hydrogen exports even to the alps and to scale up the number of heavy-duty trucks with hydrogen as fuel on Norwegian roads soon. The five northern German states (HY-5) also have a formalized collaboration with the Norwegian support agency Innovation Norway.
Equinor and RWE agreed beginning of this year, to cooperate on building hydrogen-ready gas power plants, to jointly develop offshore wind farms that will enable production of renewable hydrogen, and to build low-carbon hydrogen production facilities in Norway with the intent to export by pipeline from Norway to Germany. VNG collaborates with Equinor on the H2GE Rostock project, but also has ongoing collaboration with Aker Horizons and Yara. The German utility EnBW is active in the Norwegian market within development of offshore wind and has advanced negotiations with Skipavika Green Ammonia. On the electrolyzer side, Nel Hydrogen will deliver components for two hydrogen facilities under development by HH2E. Norwegian hydrogen producers also have very good collaboration with German electrolyzer producers, such as Fest and H-Tec. It is probably not a surprise that when the world’s first ferry powered by liquid hydrogen, MF Hydra, came into operation earlier this year, it was Linde that delivered both the hydrogen and the bunkering solution.
These are just a few examples that show the vast opportunities for hydrogen in Norway. Collaboration with Germany will be paramount in realizing this potential, and I am certain that when we yet again screen the Norwegian hydrogen landscape in 2030, we will be seeing an industry in Norway that gives a vital contribution to European emission reductions and energy security.
Author: Ingebjørg Telnes Wilhelmsen, General Secretary, Norwegian Hydrogen Forum
Norwegian Hydrogen Forum (NHF) was founded in 1996 and is the national association for the hydrogen and ammonia industry in Norway. NHF works actively to disseminate key information on hydrogen and ammonia research and technology commercialisation, market trends and international policy making. Its core task is to promote its members’ interests towards public authorities and decision makers.
If hydrogen is expected to change the world, then the associated industries need to massively expand their capacities in the next few years. That will only happen if you build on existing knowledge. This is vital when it comes to scaling and automation, explains Tassilo Gast from automation specialist Emerson in his interview with H2-international.
H2-international: The hydrogen industry needs to grow extremely rapidly in the years ahead. What do companies, for example electrolyzer manufacturers, need to be especially aware of?
Gast: The electrolyzer projects that have been announced in the news are between 100 megawatts and 1 gigawatt in size. The electrolyzers installed up until now mostly have electrical capacities of 2 or 5 megawatts. That represents considerable growth and therefore a huge challenge for manufacturers.
Advertisements
Electrolyzers usually have a modular construction. For the most part, this principle still stands when they are scaled up, if only because of the physical and electrochemical limits on the size of the stacks. These days, stacks with around 2.5 megawatts of electrical capacity are commonplace. Even if a stack in the future were to be 10 megawatts, you would need 10 of them for a 100-megawatt electrolyzer, and hundreds of them for a gigawatt project. If I simply line up 10 modules side by side using the “scale up by numbering up” principle, then I have 10 times the number of interfaces, 10 times the number of cable ducts and so on. Wiring, balancing and controlling all that is highly complex. Consequently you have to rethink the system architecture.
If we take a large electrolyzer plant as an example – what would a successful scale-up with adapted system architecture look like?
The key thing is for someone to look at the overall system early on. In the case of Emerson, we have a dedicated business unit for systems. In theory, the manufacturers could also do it themselves, but they often just don’t have the capacity in the growth phase to take this step or return to this step and look at the overall picture.
Depending on the scaling factor, initially it can all be about taking small steps, for instance the merging of balancing groups. However, from a certain size, no later than several hundred megawatts, you have to build in a completely different way. At that point you can no longer install the modules in individual shipping containers, as you do for smaller plants – if only because the total cost of the containers would be too expensive. Instead, you build a plant with the stacks on a plot of land along with the accompanying plant units, for example for water treatment, as in greenfield projects. The electrolyzer would be planned in a similar way to a traditional chemical plant, on open ground – or under cover – with separate processing and plant sections. When we’re part of a process like that, it’s very important to work together closely. Together you have to take a long, hard look at the process so that you really manage to leverage the efficiency potential and cut down the time to market.
In addition to the redundancy of components and the spatial arrangement, are there other problems when scaling up that can be avoided with appropriate planning?
Yes, there are, for example in relation to safety. Hydrogen is, of course, an explosive gas. And the amount of gas increases as the plant size grows and this also increases the potential risk for surrounding areas. Equipment and fittings have to meet safety and disconnection guidelines; in the event of a fault, it must be possible to shut down safely. There is special software from AspenTech, which Emerson has owned since 2022, that helps to scale up a plant virtually, and indicates foreseeable bottlenecks and safety issues.
What role can a digital twin play in this kind of virtual scale-up?
The expression “digital twin” is used in lots of different ways. In its simplest form, it means a virtual map of the plant. The next step is to populate the digital map with data from the process in operation. This allows you to verify if the simulation tallies with reality. Emerson’s digital twins are able to verify data from the simulation with responses from field instruments and control elements from the field and thus preempt the behavior of the process. That’s immensely helpful, for example in the case of electrolyzer manufacturers or EPCs, when it’s all about assessing in advance the scaling effects of plants that are in the process of becoming larger. Finally, it enables better operational management – with higher efficiency, lower costs and longer component life.
Have you already delivered this kind of scale-up for an electrolyzer manufacturer so you can tell us about your experiences?
We have a lot of initial projects in the hydrogen sector around the globe. For instance, we’ve fitted out the world’s largest PEM electrolyzer plant with a control system, valves and instruments. It’s at Air Liquide in Bécancour, Canada. Emerson has also taken care of the integration into the on-site chemical process.
Here, we are able to draw on our know-how from other sectors. Regardless of which electrolyzer technology is being used – PEM, alkaline, AEM – scaled-up electrolyzers all need a lot of water, for example. The water has to be demineralized and conveyed to the electrolyzer and arrive there at the correct temperature and at the correct pressure. We take care of measuring all these factors, finding the right valves and fittings and controlling the process – from the electrolyzer, to gas separation and dehydration through gas analysis at the end to check the quality level of the hydrogen.
Stack production is essentially already highly automated. Bipolar plates are screwed automatically, for example. In some cases, Emerson components are used, for instance to place components in a certain position using compressed air.
Which companies in the hydrogen sector would also be interested in working with Emerson on automation or other improvements?
We’re active throughout the entire hydrogen value chain: in hydrogen production, in transportation and distribution as well as in our work with end users. An end user of hydrogen can be a large chemicals group, a steel group or a refinery, but equally a company from the papermaking, life sciences or cement industries. For example we have installed a system consisting of a large number of hydrogen refueling stations for an independent operator from South Korea. The operator now sees exactly how much hydrogen is needed at what time and at which refueling stations; it knows how many refueling operations take place, whether there are problems somewhere and what logistical measures it has to take to adjust its delivery logistics to meet requirements. These sorts of overarching control systems and system architectures for recording data and signals also play a role in large sector-coupling projects in which all steps can be monitored and aligned with each other – from the production of green power using wind or photovoltaics to hydrogen production by means of electrolysis through distribution via pipelines and refueling stations or to fuel cells.
In another instance, we have supplied a complete blending station for injecting hydrogen into the natural gas grid. Here, we worked together with a partner from the plant engineering industry. For a manufacturer of hydrogen plants and EPCs, that’s a big advantage. The manufacturer has a central point of contact for all aspects of automation that supplies everything from a single source. That’s not only much quicker but also brings the manufacturer a clear CAPEX benefit.
Is everything going quickly enough to cope with the ramp-up of the hydrogen industry?
For a successful ramp-up, all parts of the industry need to scale together. Silo thinking which is focused on individual plants or manufacturers is not helpful. When many electrolyzer manufacturers scale up, they simply do what they already know but increase the size and numbers. However, if you don’t adapt the system architecture, the CAPEX costs rise, and inefficiencies occur that just don’t need to exist. If you look into the general concept of automation at an early stage, aside from the development of new membranes or other research work, there is vast potential to reduce costs. To leverage this, you have to test out all manner of ideas and concepts early on and it needs an automation partner with a complete portfolio. Everyone has to be open with their partners as far as possible in order to identify potential together.
Can good automation in Germany and Europe enable us to stay competitive in hydrogen technology?
In Europe we have an incredible spectrum of companies and organizations from the hydrogen industry, especially in Germany. The technologies of these companies have a very high technology readiness level – plants are exported around the world. There are a lot of companies with a great deal of know-how. Even if staffing costs are higher here, that hardly has a bearing compared with other aspects. The problem has far more to do with regulation and policy. In the US, for example, there is the Inflation Reduction Act which provides a huge amount of support to companies if they create value in the US. It’s aimed particularly at companies in the environmental and sustainability sectors, such as manufacturers of hydrogen plants or subareas of the hydrogen value chain. It’s pointing the way for European industry, which means Europe must urgently readjust.
Another issue is that the approvals for projects and plants in Europe take far too long and are too diverse. A consistent regulatory framework would simplify a lot of things. It’s not just approvals that are time-consuming; other political commitments, such as funding and guidelines or targets, take an extremely long time in Europe. A case in point is the RED III Directive. The EU has now announced higher overall targets and updated the speed of the approvals procedure. Despite this, the procedures still take too long. If the hydrogen industry is expected to stay and scale up further in Europe and in Germany, then many things here have to become a lot faster.
Our interviewee:
Tassilo Gast is Emerging Market Business Development Manager for the DACH region (Germany, Austria, Switzerland) at Emerson. The company, which employs around 70,000 members of staff worldwide, specializes in automation solutions. Its offering includes hardware such as valves and measuring equipment, software for simulation and operational management as well as services including consultancy and design. In May 2022, Emerson acquired a majority stake in the company AspenTech, a specialist in process simulation software. Emerson works with customers in a wide variety of sectors, from breweries to refineries. The company also has many customers in the hydrogen industry. Its headquarters are in Saint Louis in the US state of Missouri.
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept”, you consent to the use of ALL the cookies.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.
Advertisement cookies are used to provide visitors with relevant ads and marketing campaigns. These cookies track visitors across websites and collect information to provide customized ads.